C-SAM Ultrasonic Analysis to Identify High Voltage MLCC Defects
- Posted by doEEEt Media Group
- On October 19, 2023
- 0
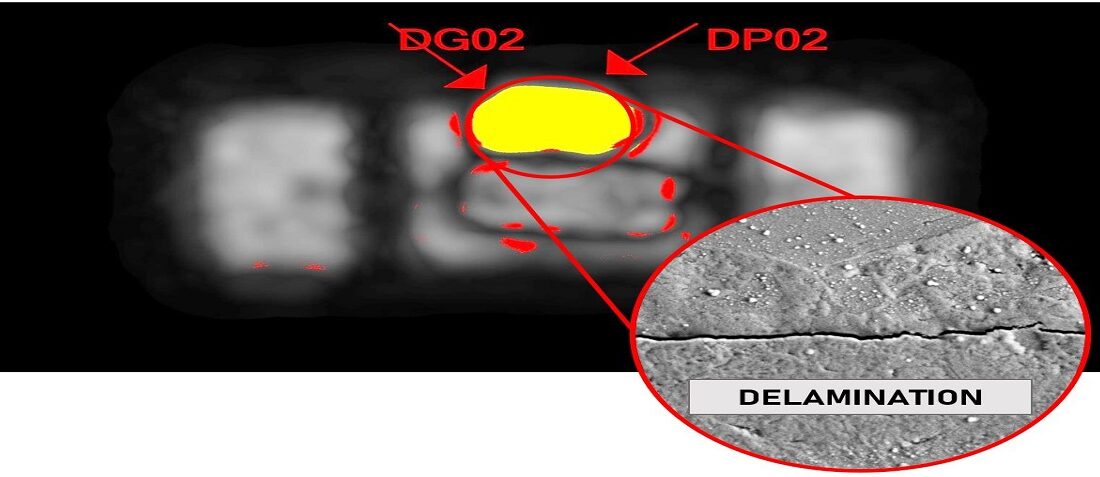
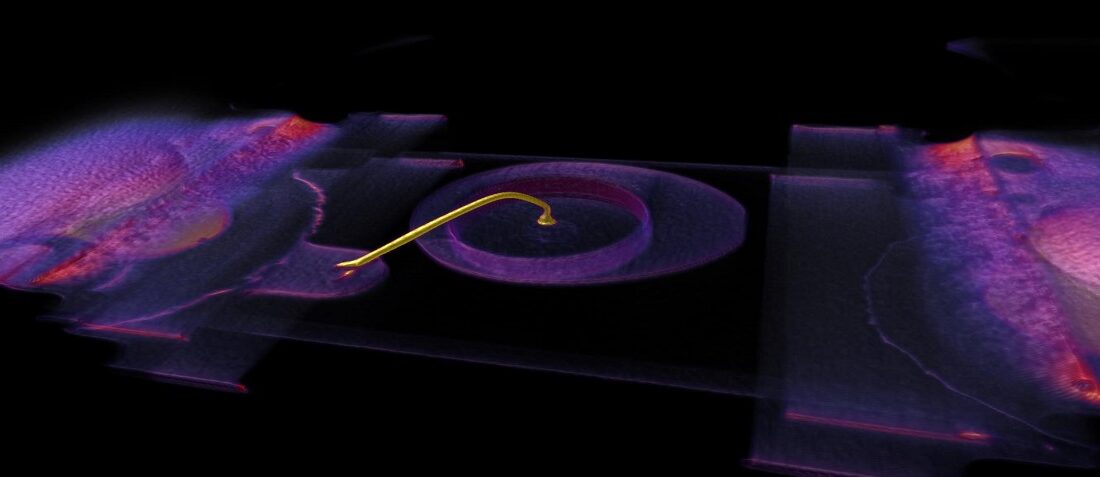
This article has examined anomalies within one high-voltage MLCC, and at their specific depths. These anomalies, even if minuscule, are capable of causing instantaneous failure of the high-voltage MLCC and impairment or failure of the system they are part of. But the solid-to-air interface of these anomalies reflects virtually 100 percent of an ultrasonic pulse and makes them highly visible.