RGA (Residual Gas Analysis) STATISTICS
- Posted by Antonio Rodríguez Arenas
- On January 2, 2020
- 0
The EEE parts procurement requirements defined for space projects are established in their own quality project requirements, Parts Procurement and Control Plan (PPCP), equivalent documents or in general, according to or tailoring the European standard ECSS-Q-ST-60C or NASA Standards EEE-INST-002/NASA-STD-8739.10/MSFC-STD-3012
These documents, depending on the project Class/Grade, the components type and their quality level, include a set of test requirements to be performed after the parts manufacturer delivery. Among these tests one is Residual Gas Analysis (RGA), also known as Internal Gas Analysis (IGA).
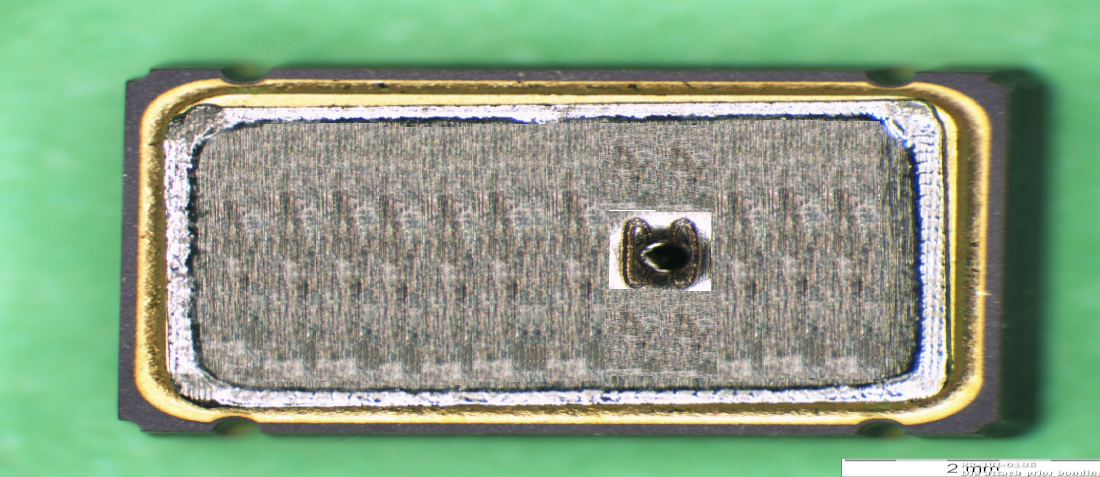
RGA is requested for certain families of components with hermetic and cavity package and it is a destructive test which is performed to examine the atmosphere inside hermetically sealed devices. The test procedure is based on milling the component so that the gas content can be extracted and subsequently analyzed.
- The measurement of the moisture content allows to determine whether the moisture criteria are met or not.
- Also, the measurement of all the other gases might be of interest as the gas content reflects upon the quality of the sealing process and can cause long term reliability problems such as corrosion, fogging, leakage, etc
Alter Technology has reviewed the RGA registered results from 2009 to mid 2016 on 563 parts tested, and the following interesting data have been analyzed in this post. Test methods MIL-STD-750 TM1018 and MIL-STD-883 TM1018 were followed to perform the RGA testing.
1) Passed parts versus failed RGA´S
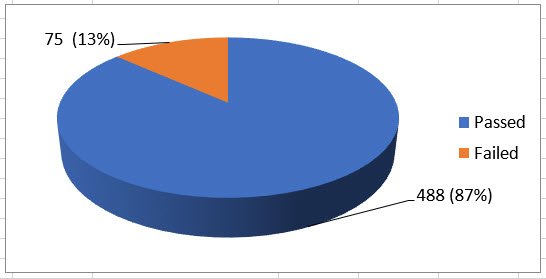
Figure 1: Passed versus failed RGA´S in number of pieces
The total percentage of the results that exceeded the method limits were 13%.
It might seem that 13% of failures is high, but the truth is that RGA was performed mainly in non-qualified parts, “red flag” risky parts, designs of manufacturers with low heritage in space, etc…. Therefore, as the selected population to perform RGA were in principle the most susceptible to fail, as a matter of fact, it is not strange this high rate of failures.
2) Percentage of failed parts per manufacturer
The 563 tested parts were from 54 different parts manufacturers. To be more precise, parts from 40 manufacturers never had failures, the ones from 6 manufactures had failures only sometimes, and 80% of the failures were concentrated in 8 manufacturers. Again, the concentration of the results is not a real surprise since many of the 40 manufacturers that never had failures are very well known ones who typically has a good performance, qualified products and/or single chip components. In the other side, most of the parts failing RGA are from optocouplers manufacturers which parts inner conduction have well known organic materials that are being used for more than 30 years with successful results
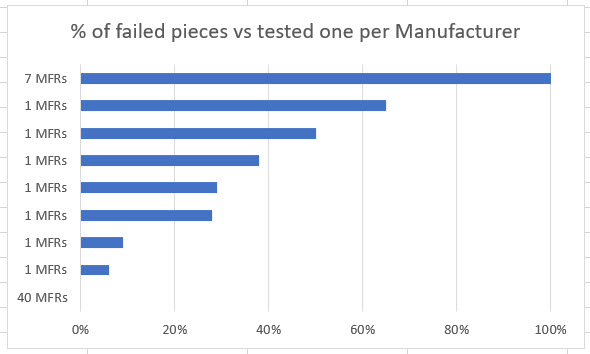
Figure 2: Percentage of parts failed per manufacturer
3) Number of failed cases per range of moisture
Historically most of the concerns are related to moisture. The following charts show the amount of moisture in all parts. The standard limit is 5000ppm, except 10000ppm for optocouplers when applicable.
- The statistic shows an exponential decline of the number of cases proportional to the range, for low ranges.
- Then, for the ranges around 4000 ppm the curve becomes constant with an average value of around 3 or 4 cases per range.
Which means that the vast majority of the pieces are below the 5000 ppm value, which is coherent with the fact that only 13% of these pieces have failed the RGA test.
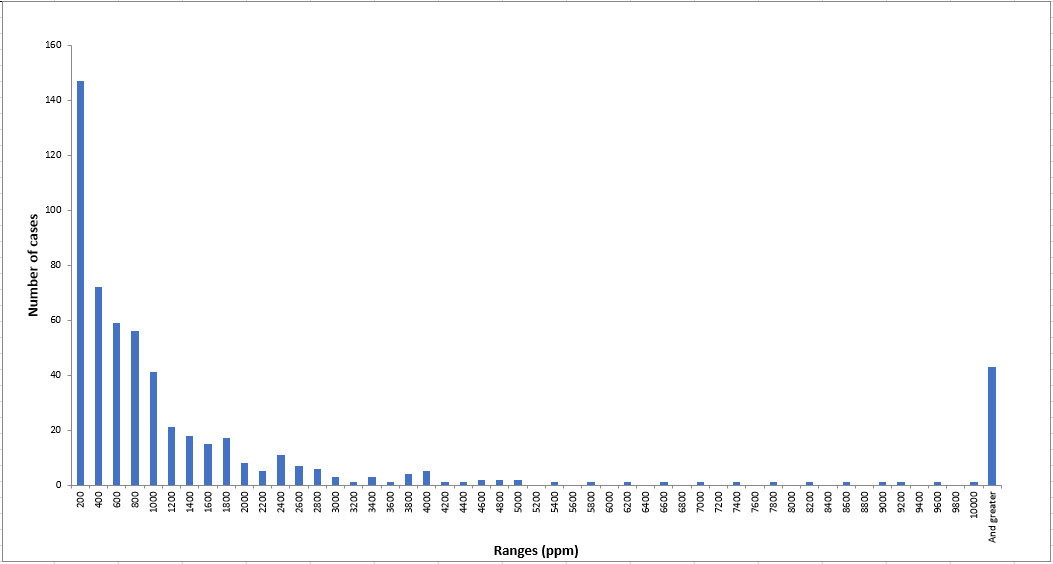
Figure 3: Number of failed cases per range of moisture (up to 10000 ppm)
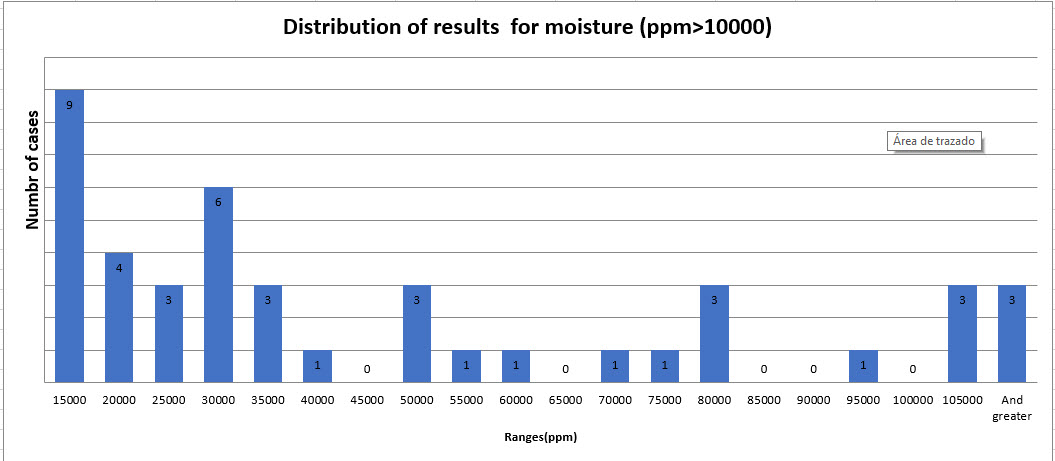
Figure 4: Number of failed cases per range of moisture (above 10000 ppm)
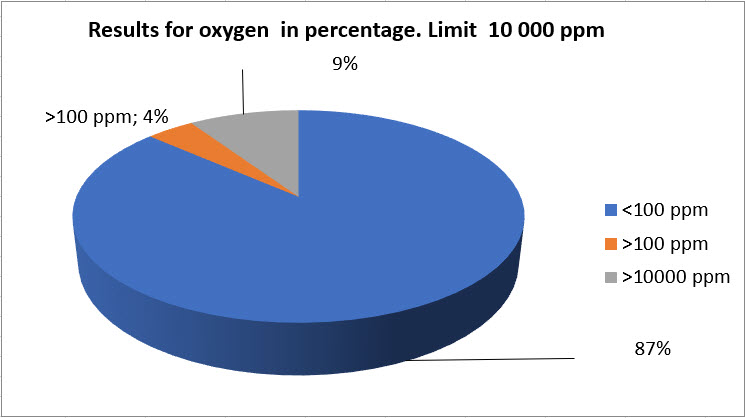
Figure 5: Percentage of failed cases sorted by OXYGEN values ranges
5) Failures distribution per family
The following chart shows the distribution of failures per family. As expected, the optocouplers is the family with more failures.
It is worth to mention that the optocouplers have more RGA failures in small packages as LCC6 and FP8 than in packages TO-72 and TO-78. The reason is that the inner free cavity of LCC6 and FP8 is smaller, so the gasses supplied by the optic element is higher when detected in RGA test.
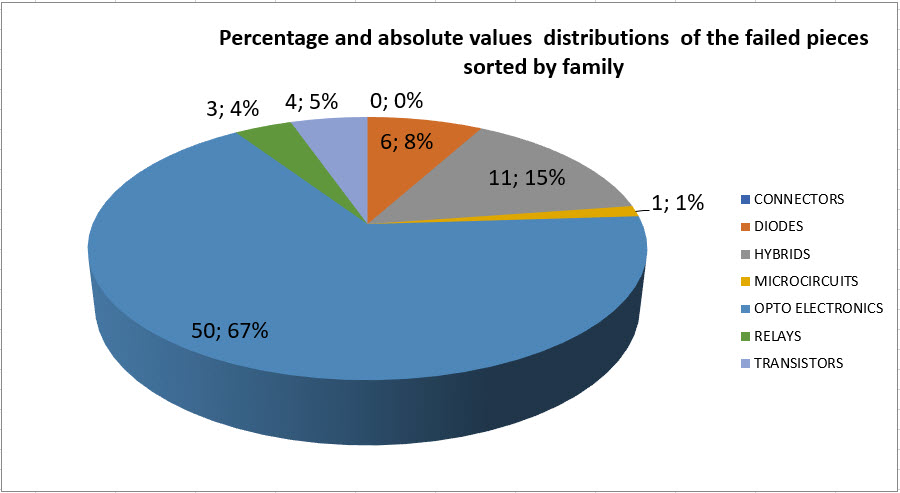
Figure 6: Failed distribution (total; %) of failed pieces sorted by family
Last but not least, most of the RGA failures, finally did not end in lot rejects, because any of the following reasons were used to justify the final parts usage:
- RGA was performed for characterization purposes. It was well known the risk not to comply with defined maximum gases limits but there was an initial interest to investigate and register the content of gasses of the actual lots.
- RGA was not guarantee by the parts manufacturers and/or by the applicable procurement specifications.
- The failure was managed through NCR and enough justifications were considered. These could be one or the combination of the following ones:
- Internal visual inspection
- Bond pull results
- Die shear results
- Heritage
- Parts manufacturer assessment
- Mission life
Wide experience since 1995 in the field of Space EEE in different areas as Project Manager, Proposals preparation for Governmental and Private companies, contracts negotiation and in the last years EEE Space Procurement Quality Manager, which includes General Product Assurance as defined in ECSS, DLA and other Space standards, Alerts, ESA Alerts Coordinator, Failure Analysis, NCRs management and resolution and responsible for quality assurance of EEE parts procured for several Space projects.
- Quality Issues in the procurement of Operational Amplifiers - April 20, 2021
- MICROCHIP FPGAs External Visual Inspection Considerations - January 20, 2020
- RGA (Residual Gas Analysis) STATISTICS - January 2, 2020
0 comments on RGA (Residual Gas Analysis) STATISTICS