
What does Acceptance Quality Limit (AQL) mean?
- Posted by doEEEt Media Group
- On July 19, 2020
- 0
Even after the manufacturer has his own internal quality controls, in every production batch could there be defective components, which never would have to be shipped to the customer, but unfortunately it happens sometimes. Therefore, the buyer needs to control the acceptance quality limit of procured components since he does not want to jeopardize their own manufactured product, which final quality is based, among others, on the quality of the different components being part of it. But…
- It is not practical to inspect 100% of them (unless the quantity is very small), actually, a 100% check does not yield that much more information than inspecting a statistically representative sample.
- How many products to check?
- How to set the limit between acceptability and refusal in a way that can be agreed upon and measured?
This is what the AQL comes into play: to give an estimation of a bigger population, by inspecting only a smaller proportion of the particular population, however its confidence level is not 100%
The standard ISO 2859-1 defines AQL as the “quality level that is the worst tolerable” on average over a period covering a number of batches. For clarification purposes some others complementary definitions can be given:
- AQL represents the maximum number of defective parts, beyond which a batch is rejected.
- AQL means the poorest level of quality that is considered acceptable in a particular population or in a pre-defined sample size.
- For example: “AQL is 0.65%” means “I want no more than 0.65% defective items in the whole order quantity, on average over several production runs with that supplier”.
Getting familiar with “AQL Tables”
The “AQL tables” are an industry standard statistical tools which help to determine two key elements:
- How many samples should be picked and inspected, among a batch of product or parts?
- Where is the limit between acceptability and refusal of the lot, when it comes to defective components?
Before using the AQL tables it is necessary to know and understand the following four concepts.
1. Lot size
If different components are ordered, each product has to be considered as a separate lot. So, the quantity of each product is the lot size. If just one product is ordered, the lot size is the total batch quantity.
2. Inspection sample/sample size
The number of units to inspect/check in a given lot size which represents a safe assumption about the population.
3. Inspection level
Different levels are proposed by MIL-STD 105 E (the widely used standard for quality control in the form of acceptance sampling) which has formally been replaced by various commercial standards (ISO 2859-1, ANSI/ASQ Z1.4, and so forth).
GET IN TOUCH TODAY!
Do you have questions? Contact us!
Based on the features of the inspection, different inspection levels will command different numbers of samples to inspect. Seven inspection levels exist:
- Sample sizes increase from level I to III (general inspection levels), and from S1 to S4 (special inspection levels)
- Special inspection levels are selected usually in those cases, when the smaller sample sizes are reasonable due to destructive inspection, or if the small sample size properly represents the bigger population.
There are many aspects, that affect the selection of proper inspection level:
- Category of inspection (destructive / non-destructive).
- Complexity of inspected parts.
- Risk of defect pass-through.
- Variation of manufacturing process, that affects inspected characteristic.
- Representativeness: relation of sample size and population.
4. AQL limits/Acceptance number
The number of defective units that will trigger a “fail” result. How many pieces are allowed to be defective from the sample, to reach the desired quality limit related to the whole population. The allowed defect ratio (in percent) is one of the most important aspects of AQL. It defines how many defects are allowed in the complete population (see top line of table B). It varies based on the criticality of the inspected characteristic and the product.
Even though in the market there are specialized quality inspection software which show all the numbers automatically, it is good to understand how to read the tables. There are basically two tables.
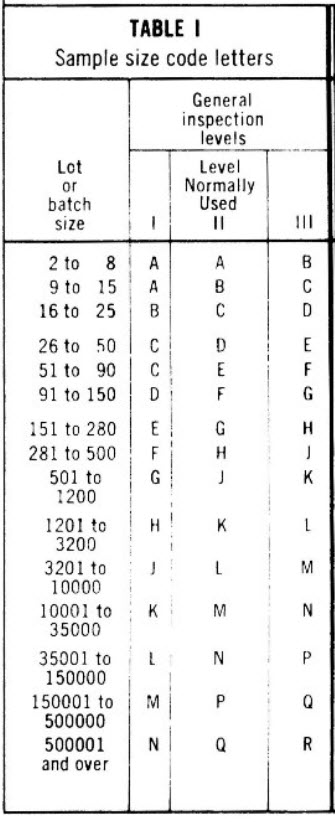
First table: sample size code letters
The code letter tells us the sample size and the maximum numbers of defects that can be accepted.
For example:
- If the lot size is a reel of 2500 pcs, it will have to be considered the line ranged between 1201 pcs and 3200 pcs
- If the required inspection level is ‘II’, the column labeled with “II” will be taken into account
- Crossing both column and line, consequently, the code letter is “K”.
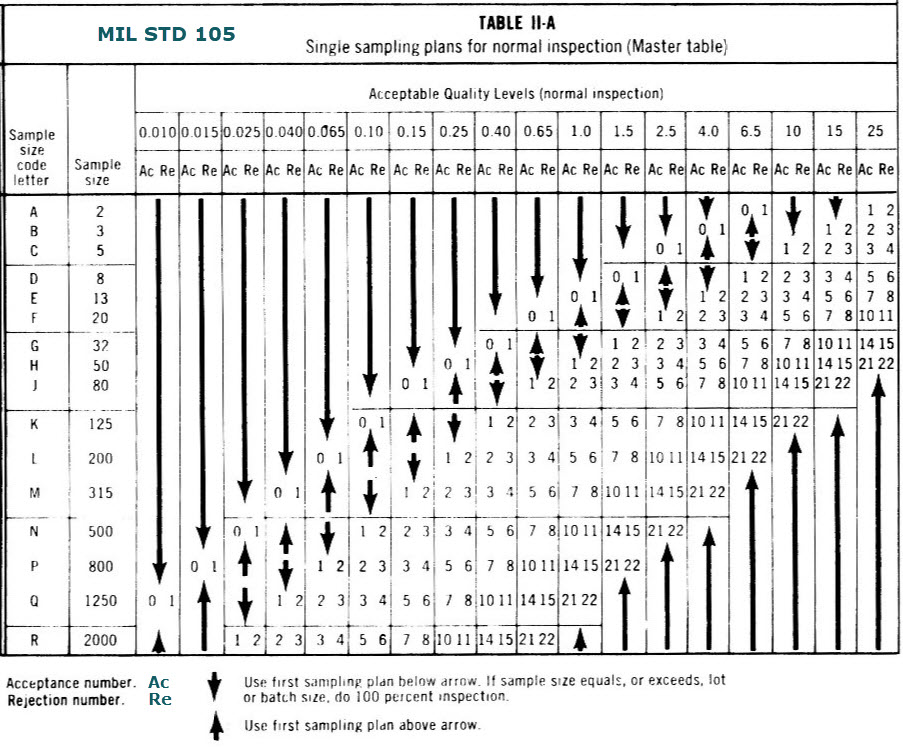
Second table: single sampling plans for normal inspection
As our sample size code letter is “K”:
- If we go down through the first column “sample size code letter” we can find the letter “K” which tell us, reading in the same line and next columns to the right, that we have to collect 125 pcs randomly from the total lot size.
- If we assume a 0.65% AQL we´ll have to find the column labeled with such a value
- Crossing both column and line, two numeric values are found in the same place:
LEFT ONE: maximum number of defects allowed to accept the lot (2 in our example)
RIGHT ONE: minimum number of defects required to reject the lot (3 in our example)
As an example of AQL concept application it can be noted that in paragraphs 4.3.7 and 5.3.7 of ECSS-Q-ST-60C for Class 1 and Class 2 components, respectively, it is mentioned that for the non-space qualified parts, when the final customer source inspection has not been performed, the following additional items are applicable to the Incoming Inspection:
(a) External visual inspection by sampling (AQL 0,65% level II or 20 parts min)
(b) Electrical measurements at room temperature on 20 parts or 100% (if lot size < 20 parts), or a datapack review.
GET IN TOUCH TODAY!
Do you have questions? Contact us!
A team of experts that brings you the latest and most important news about the EEE Part and Space market.
- Researchers Demonstrated Novel BTO Based Capacitor Heterostructures with 19x Higher Energy Density - July 24, 2024
- Passive Components Electrodes and Terminations - July 24, 2024
- BJT Filters and Capacitance Multipliers - July 22, 2024
0 comments on What does Acceptance Quality Limit (AQL) mean?