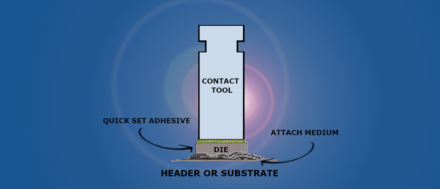
The purpose of the test is to determine the strength of the element attachment system when subjected to force in the Y1 axis, and thus to de...
The accumulated experience of ALTER TECHNOLOGY on evaluation, screening, lot validation and testing of different families of EEE parts, has made us to acquire a huge expertise and knowledge about the behavior/performance of the EEE components, the associated failure modes and possible root causes.
Alter Technology offers a full set of verification and testing activities to perform a failure analysis on your EEE components, so that can be determined the origin of the observed failure mechanism.
doEEEt, in addition to the HIGH RELIABILITY and SPACE EEE components cataloging, also includes many different documents such as Part Specifications, Test Methods, Reports, Manufacturers Notifications … that helps you to better understand the component.
So it is important to know as much detailed information as possible, i.e., Failure Analysis, helps … how the component was procured, how it was stored before delivery, how it was handled, its location in the circuit (if mounted), how it was biased, and for how long, environmental conditions, failure mode or degraded performance etc. Being aware of all these variables can help to focus on the failure analysis process. From this preliminary assessment, a systematic failure analysis test sequence can be formulated and performed to establish the root cause of the failure.
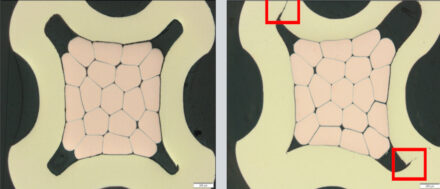
The test flow may include destructive and non-destructive testing and is defined to systematically identify possible failure mechanisms, which as the analysis proceeds reduce the permutations for the cause of failure. The longer the failure analysis proceeds, the deeper it can go into the device construction, starting from the external appearance to the internal construction and reverse engineering of the part-down to the fabrication of the part.
To determine the root cause of a failure, advanced analysis techniques may be employed not just to verify compliance of the part to defined assembly and test methods but to determine the origin of the observed failure mechanism.
This activity requires a high level of experience and expertise and provides added value at different levels:
Proposals can also be provided at the equipment level, sometimes the origin of the failures are not linked to the component itself, but are due to a bad component selection, poor use of derating rules, external electrical over-stresses, etc. Identification of such problems is essential to the user in order to allow them to improve the equipment quality and reliability. doEEEt, our tool for HI-REL EEE Parts for space application, provides you the most complete and updated information about Hi-Rel EEE parts
GET IN TOUCH TODAY!
Do you have questions? Contact us!
Failures most commonly occur near the beginning (failures caused by latent defects) and near the ending of the lifetime of the parts (failures caused by wear out), resulting in the bathtub curve graph of failure rates. A number of techniques can be considered for detecting defective parts in the lot at the earliest stage, such as burn-in, implemented for high-reliability parts. There are also failures caused by improper handling, storage, packaging, mounting, by radiation, etc.